

1. Introduction
Автомобилдерди жеңилдетүү өнүккөн өлкөлөрдө башталып, алгач салттуу автомобиль гиганттары жетектеген. үзгүлтүксүз өнүктүрүү менен, ал олуттуу импульс алды. Индиялыктар алюминий эритмесин биринчи жолу автомобилдик валдарды өндүрүү үчүн колдонгон мезгилден тартып, 1999-жылы Audi компаниясынын биринчи жолу алюминийден жасалган автоунааларды массалык өндүрүшүнө чейин, алюминий эритмесинин тыгыздыгы, жогорку өзгөчө бекемдиги жана катуулугу, жакшы ийкемдүүлүгү жана таасирге туруктуулугу, кайра иштетүүнүн жогорку ылдамдыгы жана жогорку регенерациялоо ылдамдыгы сыяктуу артыкчылыктары менен автомобиль колдонмолорунда күчтүү өсүш байкалды. 2015-жылга карата, алюминий эритмесин колдонуу үлүшү унаалар буга чейин эле 35% ашты.
Кытайда автоунааны жеңилдетүү 10 жылга жетпеген убакыт мурун башталган жана технология жана колдонуу деңгээли Германия, АКШ жана Япония сыяктуу өнүккөн өлкөлөрдөн артта калган. Бирок, жаңы энергетикалык унааларды иштеп чыгуу менен, материалдык жеңилдетүү тездик менен өнүгүп жатат. Жаңы энергетикалык унаалардын өсүшүнөн пайдаланып, Кытайдын жеңил унаа технологиясы өнүккөн өлкөлөрдү кууп чыгуу тенденциясын көрсөтүүдө.
Кытайдын жеңил материалдар рыногу абдан чоң. Бир жагынан алганда, чет өлкөлөрдө өнүккөн өлкөлөр менен салыштырганда, Кытайдын жеңил технология кеч башталды, жана жалпы унаа Curb салмагы чоң. Чет өлкөлөрдө жеңил материалдардын үлүшүнүн эталондук көрсөткүчүн эске алганда, Кытайда дагы деле өнүгүү үчүн жетиштүү орун бар. Башка жагынан алганда, саясат менен шартталган, Кытайдын жаңы энергетикалык унаа өнөр жайынын тез өнүгүшү жеңил материалдарга болгон суроо-талапты жогорулатып, автомобиль компанияларын жеңилдетүүгө үндөйт.
Эмиссиянын жана күйүүчү майдын сарпталышынын стандарттарынын жакшырышы автомобиль жеңилдигин тездетүүгө мажбур кылууда. Кытай 2020-жылы Кытайдын VI эмиссиясынын стандарттарын толугу менен ишке ашырды. "Жүргүнчүлөрдү ташуучу унаалардын күйүүчү май керектөөсүн баалоо методу жана көрсөткүчтөрүнө" жана "Энергияны үнөмдөө жана жаңы энергия унаа технологияларынын жол картасына" ылайык, 5,0 л/км күйүүчү май керектөө стандарты. Кыймылдаткыч технологиясында олуттуу ачылыштар үчүн чектелген мейкиндикти эске алуу менен, жеңил унаа тетиктерине карата чараларды көрүү транспорттун зыяндуу заттарын жана күйүүчү май керектөөсүн натыйжалуу азайтат. Жаңы энергетикалык машиналарды жеңилдетүү өнөр жайды өнүктүрүүнүн маанилүү жолу болуп калды.
2016-жылы, Кытай Automotive Engineering Коом энергия керектөө, круиздик диапазону жана 2020-жылдан 2030-жылга чейин жаңы энергетикалык унаалар үчүн өндүрүш материалдары сыяктуу факторлорду пландаштырылган "Энергияны үнөмдөө жана жаңы Energy Vehicle Technology жол картасын" чыгарды. Жеңил салмактуулук жаңы энергетикалык унааларды келечекте өнүктүрүү үчүн негизги багыт болуп калат. Жеңил салмак круиздик диапазонду көбөйтүп, жаңы энергетикалык унаалардагы "диапазон тынчсыздануусун" чечет. Кеңейтилген круиздик диапазонго болгон суроо-талаптын өсүшү менен, автоунааны жеңилдетүү шашылыш болуп калды жана акыркы жылдары жаңы энергетикалык унааларды сатуу олуттуу өстү. Балл системасынын талаптарына жана "Автомобиль өнөр жайын өнүктүрүүнүн орто мөөнөттүү жана узак мөөнөттүү планына" ылайык, 2025-жылга карата Кытайдын жаңы энергетикалык унааларды сатуусу 6 миллион даанадан ашат жана жылдык өсүү темпи 38% дан ашат.
2.Aluminium Alloy мүнөздөмөлөрү жана колдонмолор
2.1 Алюминий эритмесинин мүнөздөмөлөрү
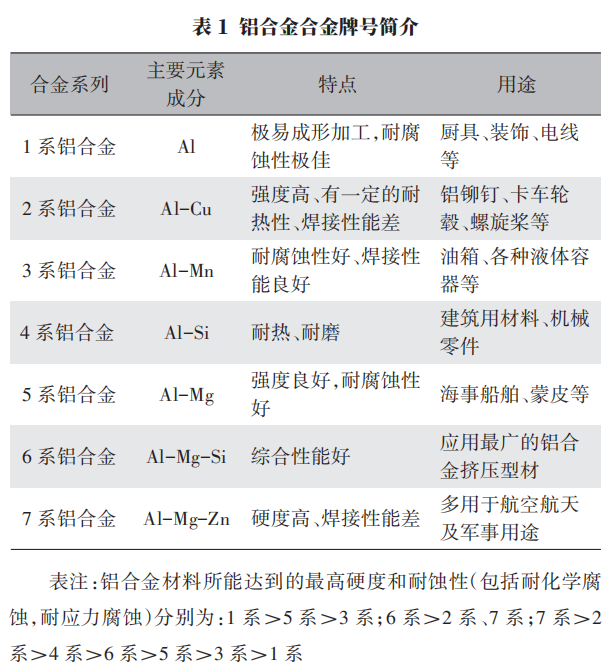
Алюминийдин тыгыздыгы болоттун үчтөн бир бөлүгүн түзөт, бул аны жеңилирээк кылат. Ал жогорку өзгөчө күчкө, жакшы экструзия жөндөмдүүлүгүнө, күчтүү коррозияга туруктуулугуна жана кайра иштетүүгө жөндөмдүүлүгүнө ээ. Алюминий эритмелери биринчи кезекте магнийден тургандыгы, ысыкка жакшы туруштук берүүсү, ширетүү касиеттери, жакшы чарчоо күчү, термикалык иштетүү менен бекемделбеши жана муздак иштетүү аркылуу күчүн жогорулатуу мүмкүнчүлүгү менен мүнөздөлөт. 6 сериясы негизинен магний жана кремнийден тургандыгы менен мүнөздөлөт, негизги бекемдөө фазасы Mg2Si менен. Бул категориядагы эң кеңири колдонулган эритмелер 6063, 6061 жана 6005A болуп саналат. 5052 алюминий табак AL-Mg сериясы эритмесин алюминий табак болуп саналат, негизги эритме элементи катары магний менен. Бул эң кеңири колдонулган датга каршы алюминий эритмеси. Бул эритме жогорку бекемдикке, жогорку чарчоочулукка, жакшы пластикалык жана коррозияга туруктуулукка ээ, термикалык дарылоо менен бекемделбейт, жарым муздак жумушта катууланууда жакшы пластикалык касиетке, муздак жумушта катууланууда пластикалык аз, коррозияга жакшы туруктуулукка жана жакшы ширетүүчү касиеттерге ээ. Ал негизинен каптал панелдер, чатыр капкактары жана эшик панелдери сыяктуу компоненттер үчүн колдонулат. 6063 алюминий эритмеси AL-Mg-Si сериясындагы жылуулук менен иштетилүүчү бекемдөөчү эритме болуп саналат, магний жана кремний негизги эритүүчү элементтер катары. Бул, негизинен, күч-кубатты көтөрүү үчүн мамычалар жана каптал панелдер сыяктуу структуралык компоненттерде колдонулган орточо күчкө ээ, жылуулук менен иштетилүүчү бекемдөөчү алюминий эритмеси профили. Алюминий эритмесинин сортторуна киришүү 1-таблицада көрсөтүлгөн.
2.2 Экструзия алюминий эритмесин түзүүнүн маанилүү ыкмасы болуп саналат
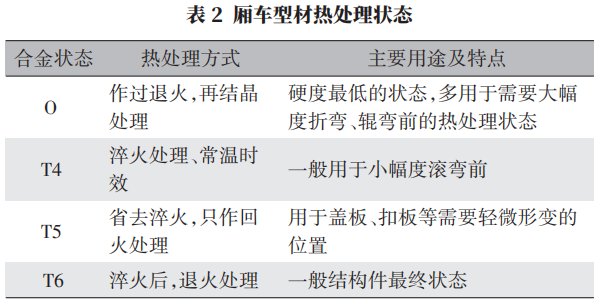
Алюминий эритмеси экструзия ысык калыптандыруу ыкмасы болуп саналат, жана бүт өндүрүш жараяны үч тараптуу кысуу стресс астында алюминий эритмесин түзүү камтыйт. Бүтүндөй өндүрүш процессин төмөнкүчө чагылдырууга болот: а. Алюминий жана башка эритмелер эритип, керектүү алюминий эритмелерине куюлат; б. Алдын ала ысытылган дайындамалар экструзия үчүн экструзия жабдууларына салынат. Негизги цилиндрдин аракети астында алюминий эритмеси калыптын көңдөйү аркылуу керектүү профилдерге түзүлөт; в. Алюминий профилдеринин механикалык касиеттерин жакшыртуу үчүн эритме менен тазалоо экструзия учурунда же андан кийин жүргүзүлөт, андан кийин эскирүү менен дарылоо жүргүзүлөт. Карылык менен дарылоодон кийин механикалык касиеттери ар кандай материалдарга жана картаюу режимине жараша өзгөрөт. Коробка түрүндөгү жүк ташуучу профилдердин жылуулук менен иштөө абалы 2-таблицада көрсөтүлгөн.
Алюминий эритмеси extruded азыктары башка калыптандыруу ыкмаларына караганда бир нече артыкчылыктарга ээ:
а. Экструзия учурунда экструдцияланган металл прокатка жана согууга караганда деформация зонасында күчтүү жана бирдей үч тараптуу кысуу стрессин алат, ошондуктан ал иштетилген металлдын пластикалык касиетин толук ойной алат. Ал прокат же согуу жолу менен иштетүүгө мүмкүн болбогон деформацияланышы кыйын металлдарды иштетүү үчүн колдонулушу мүмкүн жана ар кандай татаал көңдөй же катуу кесилиштүү компоненттерди жасоо үчүн колдонулушу мүмкүн.
б. Алюминий профилдеринин геометриясы ар түрдүү болушу мүмкүн болгондуктан, алардын компоненттери жогорку катуулугуна ээ, бул унаа корпусунун катуулугун жакшыртат, анын NVH мүнөздөмөлөрүн азайтат жана унаанын динамикалык башкаруу өзгөчөлүктөрүн жакшыртат.
в. Экструзия эффективдүүлүгү бар продуктылар, өчүрүү жана эскиргенден кийин, башка ыкмалар менен иштетилген буюмдарга караганда, узунунан узунунан бир кыйла жогору күчкө ээ (R, Raz).
г. Экструзиядан кийин буюмдардын бети жакшы түскө жана коррозияга жакшы туруктуулукка ээ, башка антикоррозияга каршы беттик тазалоонун зарылдыгын жок кылат.
д. Экструзияны иштетүү чоң ийкемдүүлүккө, инструменттерге жана калыптарга аз чыгымга жана дизайнды өзгөртүүгө аз чыгымга ээ.
f. Алюминий профилинин кесилиштерин контролдоо мүмкүнчүлүгүнөн улам, компоненттердин интеграциясынын даражасын жогорулатууга, компоненттердин санын кыскартууга жана ар кандай кесилиш конструкциялары ширетүүчү так жайгаштырууга жетишүүгө болот.
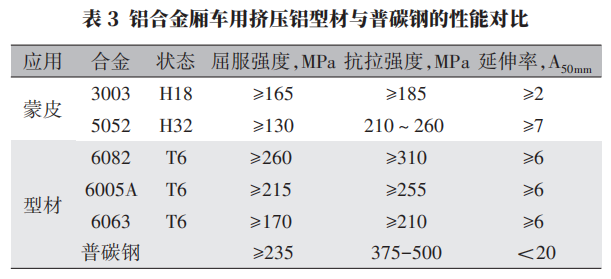
Коробка түрүндөгү жүк ташуучу унаалар үчүн экструдланган алюминий профилдери менен жөнөкөй көмүртектүү болоттун ортосундагы өндүрүмдүүлүктү салыштыруу 3-таблицада көрсөтүлгөн.
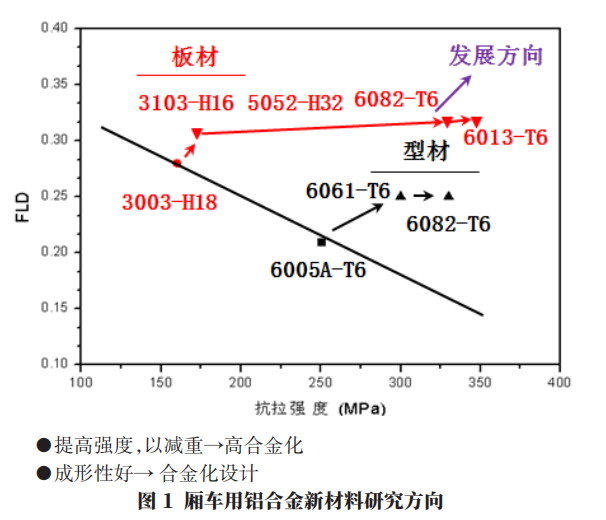
Коробка түрүндөгү жүк ташуучу унаалар үчүн алюминий эритмесинен жасалган профилдерди өнүктүрүүнүн кийинки багыты: профилдин бекемдигин андан ары жакшыртуу жана экструзия натыйжалуулугун жогорулатуу. Коробка типтеги жүк ташуучу унаалар үчүн алюминий эритмеси үчүн жаңы материалдарды изилдөө багыты 1-сүрөттө көрсөтүлгөн.
3.Aluminium Alloy Box Truck түзүмү, күч талдоо, жана текшерүү
3.1 Алюминий Alloy Box Truck түзүмү
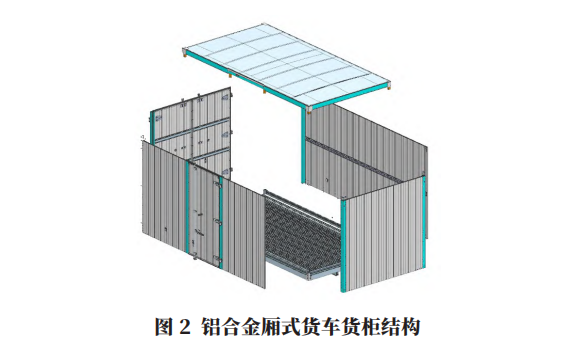
Коробка жүк ташуучу контейнер негизинен алдыңкы панелдин жыйындысынан, сол жана оң каптал панелинен, арткы эшик каптал панелинен, полдун монтажынан, чатырдын монтажынан, ошондой эле U түрүндөгү болттордон, каптал коргоочулардан, арткы коргоочулардан, ылай жапкычтардан жана экинчи класстагы шассиге туташтырылган башка аксессуарлардан турат. Коробканын корпусунун кайчылаш устундары, мамылары, капталдары жана эшик панелдери алюминий эритмеси экструдиялык профилдерден жасалган, ал эми пол жана чатыр панелдери 5052 алюминий эритмеси жалпак плиталардан жасалган. Алюминий эритмесинин кутучасынын түзүлүшү 2-сүрөттө көрсөтүлгөн.
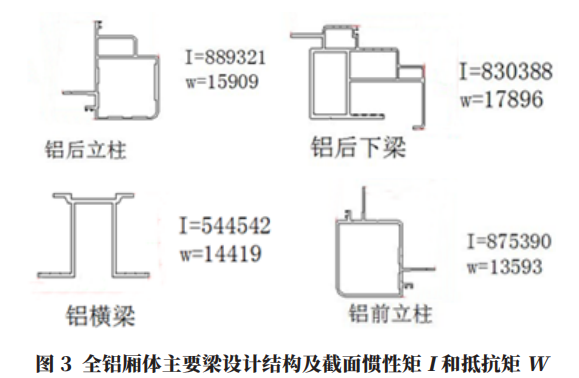
6 сериялуу алюминий эритмесинин ысык экструзия процессин колдонуу менен татаал көңдөй кесилиштерди түзө алат, татаал кесилиштери бар алюминий профилдеринин дизайны материалдарды үнөмдөйт, продукттун күчү жана катуулугунун талаптарына жооп берет жана ар кандай компоненттердин ортосундагы өз ара байланыштын талаптарына жооп берет. Демек, башкы нурдун конструкциялык структурасы жана инерциянын I секциялык моменттери жана каршылык моменттери W 3-сүрөттө көрсөтүлгөн.
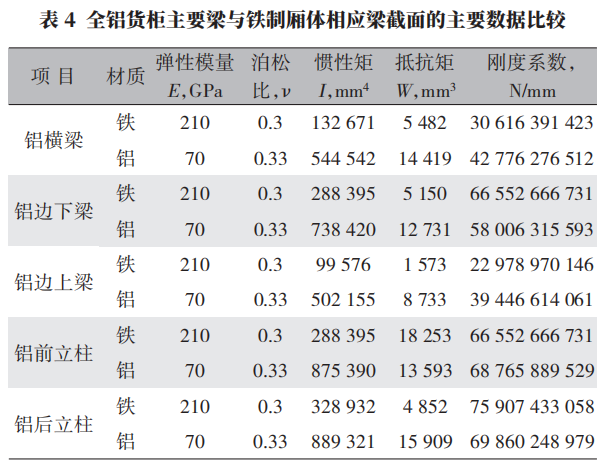
4-таблицадагы негизги маалыматтарды салыштырганда, долбоорлонгон алюминий профилинин секциялык инерция моменттери жана каршылык моменттери темирден жасалган устун профилинин тиешелүү маалыматтарынан жакшыраак экендигин көрсөтөт. Катуулук коэффициентинин маалыматтары болжолдуу түрдө тиешелүү темирден жасалган нур профилинин маалыматтары менен бирдей жана бардыгы деформация талаптарына жооп берет.
3.2 Максималдуу стрессти эсептөө
Негизги жүк көтөрүүчү компонентти, кайчылаш устунду объект катары алып, максималдуу стресс эсептелет. Номиналдуу жүк 1,5 т, ал эми кайчылаш 6063-T6 алюминий эритмесинин профилинен жасалган, 5-таблицада көрсөтүлгөндөй, механикалык касиеттери бар.
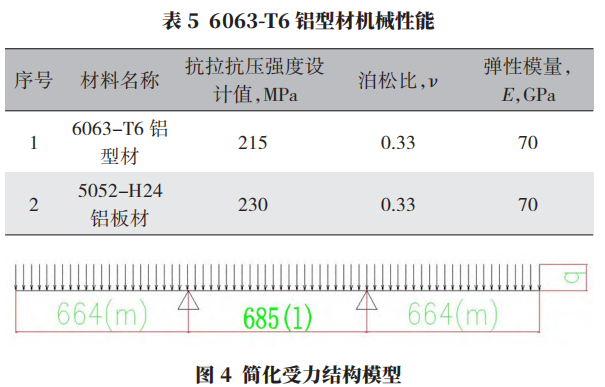
344 мм аралыкты алып, устунга кысуу жүгү 4,5 т негизинде F = 3757 N деп эсептелет, бул стандарттык статикалык жүктөн үч эсе көп. q=F/L
мында q – жүктүн астындагы устундун ички чыңалуусу, Н/мм; F – 4,5 т болгон стандарттык статикалык жүктөн 3 эсе көп эсепке алынган, устун көтөргөн жүк; L - нурдун узундугу, мм.
Демек, ички стресс q:

Стресс эсептөө формуласы төмөнкүдөй:

Максималдуу учур:

Моменттин абсолюттук маанисин алып, M=274283 Н·мм, максималдуу стресс σ=M/(1,05×w)=18,78 МПа, ал эми талаптарга жооп берген максималдуу стресс мааниси σ<215 МПа.
3.3 Ар түрдүү компоненттердин кошулуу мүнөздөмөлөрү
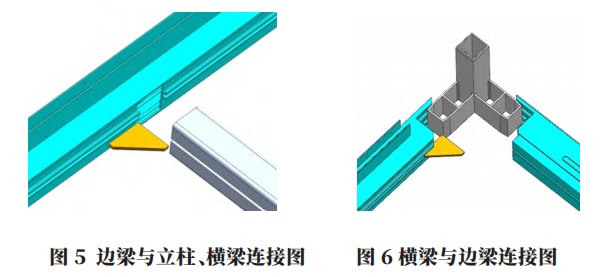
Алюминий эритмеси начар ширетүүчү касиеттерге ээ жана анын ширетүүчү чекитинин күчү базалык материалдын күчүнүн 60% гана түзөт. Алюминий эритмесинин бетине Al2O3 катмары капталгандыктан, Al2O3 эрүү температурасы жогору, ал эми алюминийдин эрүү температурасы төмөн. Алюминий эритмеси ширетилгенде, ширетүүнү аткаруу үчүн бетиндеги Al2O3 тез бузулушу керек. Ошол эле учурда, Al2O3 калдыктары алюминий эритмесинин эритмесинде кала берет, алюминий эритмесинин структурасына таасир этет жана алюминий эритмесин ширетүүчү чекиттин күчүн азайтат. Ошондуктан, толугу менен алюминий идиш долбоорлоодо, бул мүнөздөмөлөрү толугу менен эске алынат. Ширетүү негизги позициялоо ыкмасы болуп саналат, ал эми негизги жүк көтөрүүчү компоненттери болт менен туташтырылган. Качкыч жана көгүчкөн структурасы сыяктуу байланыштар 5 жана 6-сүрөттө көрсөтүлгөн.
Бардык алюминий кутусунун корпусунун негизги түзүмү горизонталдык устундар, тик мамылар, каптал устундар жана бири-бири менен бири-биринен кире турган четки устундар менен түзүлүштү кабыл алат. Ар бир горизонталдуу устун менен вертикалдуу мамылардын ортосунда төрт байланыш чекити бар. Туташтыруу чекиттери горизонталдык нурдун тиштүү чети менен туташтыруу үчүн тиштүү прокладкалар менен жабдылган, бул тайгалануунун алдын алат. Сегиз бурчтук чекиттер, негизинен, болттор жана өзүн-өзү кулпулоочу качырыктар менен бекитилип, бурчтук позицияларды бекемдөө үчүн кутучанын ичинде ширетилген 5 мм үч бурчтуу алюминий плиталар менен бекемделген болот өзөкчөлөрү менен туташтырылган. кутучанын тышкы көрүнүшү кутучанын жалпы көрүнүшүн камсыз кылуу, ширетүүчү же ачык байланыш чекиттери бар.
3.4 SE Синхрондук инженерия технологиясы
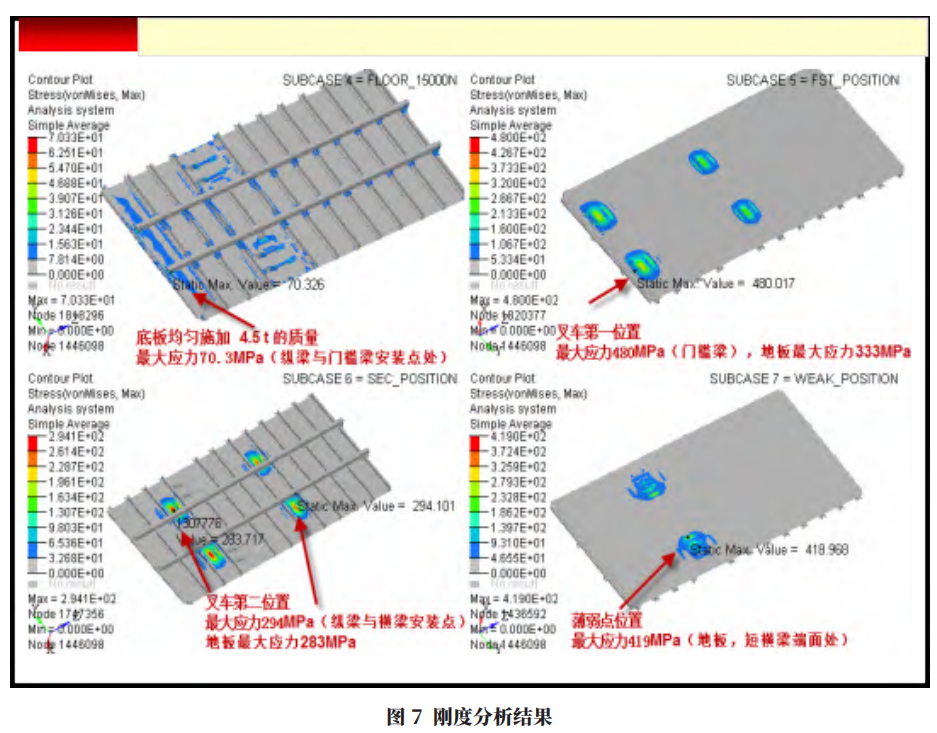
SE синхрондук инженерия технологиясы кутучанын корпусундагы шайкеш компоненттердин чоң топтолгон өлчөмү четтөөлөрдөн келип чыккан көйгөйлөрдү жана боштуктардын жана тегиздиктин бузулушунун себептерин табуудагы кыйынчылыктарды чечүү үчүн колдонулат. CAE анализи аркылуу (7-8-сүрөттү караңыз) темирден жасалган кутулардын корпустары менен салыштыруу талдоо коробка корпусунун жалпы бекемдигин жана катуулугун текшерүү, алсыз жерлерин табуу жана долбоорлоо схемасын эффективдүү оптималдаштыруу жана жакшыртуу боюнча чараларды көрүү үчүн жүргүзүлөт.
Алюминий Alloy Box Truck 4.Lightweighting Effect
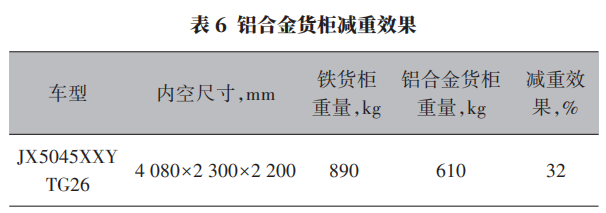
Коробканын корпусунан тышкары, алюминий эритмелери ылай коргоочулар, арткы коргоочулар, каптал коргоочулар, эшик илгичтери, эшик илгичтери жана арткы алжапкыч четтери сыяктуу куту түрүндөгү жүк ташуучу контейнерлердин ар кандай компоненттери үчүн болотту алмаштыруу үчүн колдонулушу мүмкүн, жүк отсеги үчүн салмагын 30% дан 40% га чейин кыскартууга жетишүү. Бош 4080мм×2300мм×2200мм жүк контейнеринин салмагын азайтуу эффектиси 6-таблицада көрсөтүлгөн. Бул өтө салмактуулук, кулактандырууларды аткарбоо жана салттуу темирден жасалган жүк отсектеринин ченемдик тобокелдиктерин түп тамырынан бери чечет.
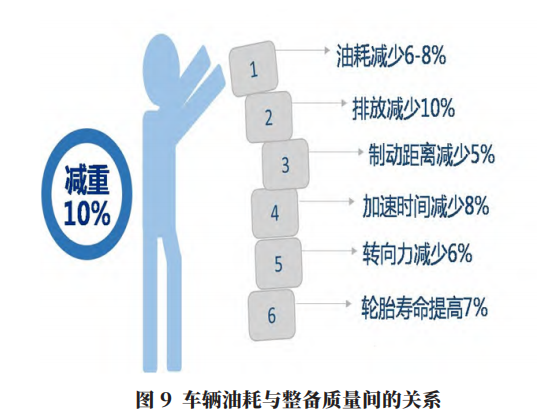
Автоунаа тетиктери үчүн салттуу болотту алюминий эритмелери менен алмаштыруу менен, эң сонун жеңилдетилген эффекттерге жетишүү гана эмес, ошондой эле күйүүчү майды үнөмдөөгө, абанын газын чыгарууну кыскартууга жана унаанын иштешин жакшыртууга салым кошо алат. Учурда күйүүчү майды үнөмдөөгө жеңил салмактын салымы тууралуу ар кандай пикирлер айтылууда. Эл аралык алюминий институтунун изилдөөлөрүнүн натыйжалары 9-сүрөттө көрсөтүлгөн. Автотранспорттун салмагынын ар бир 10% төмөндөшү күйүүчү майдын сарпталышын 6%дан 8%ке чейин азайтышы мүмкүн. Ата мекендик статистикага таянсак, ар бир жеңил унаанын салмагын 100 кг азайтуу күйүүчү майдын сарпталышын 0,4 л/100 км азайтат. Отун үнөмдөөгө жеңил салмактын салымы ар кандай изилдөө ыкмаларынан алынган натыйжаларга негизделген, ошондуктан кээ бир вариациялар бар. Бирок, автоунаанын жеңилдиги күйүүчү майдын чыгымын азайтууга олуттуу таасирин тийгизет.
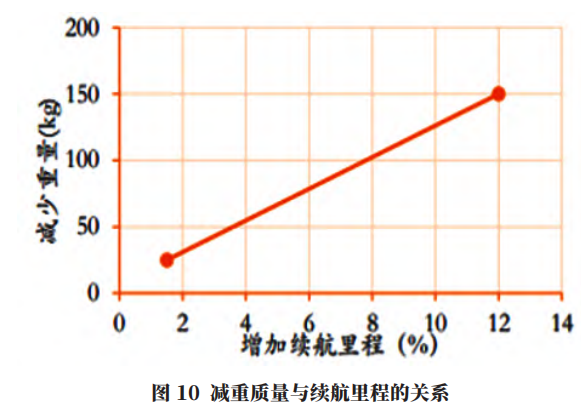
Электр унаалары үчүн жеңилдетүүчү эффект дагы айкыныраак. Азыркы учурда, электр унаа энергия батареяларынын бирдик энергия тыгыздыгы салттуу суюк отун унаалар бир кыйла айырмаланат. Электр унааларынын энергетикалык системасынын (анын ичинде аккумулятордун) салмагы көбүнчө унаанын жалпы салмагынын 20% дан 30% га чейин түзөт. Ошол эле учурда, батарейкалардын иштөө тармагын жоюу бүткүл дүйнөлүк көйгөй болуп саналат. Жогорку өндүрүмдүүлүктөгү аккумулятордук технологияда чоң жетишкендик боло электе, жеңил салмактуулук электр унааларынын крейсердик диапазонун жакшыртуунун эффективдүү жолу болуп саналат. Салмагынын ар бир 100 кг азайышы үчүн электр унааларынын крейсердик диапазону 6%дан 11%ке чейин көбөйтүлүшү мүмкүн (салмакты азайтуу менен круиздик диапазондун ортосундагы байланыш 10-сүрөттө көрсөтүлгөн). Учурда таза электр унааларынын крейсердик диапазону көпчүлүк адамдардын муктаждыктарын канааттандыра албайт, бирок салмагын белгилүү бир өлчөмдө азайтуу круиздик диапазонду бир топ жакшыртат, аралыктын тынчсыздануусун басаңдатат жана колдонуучу тажрыйбасын жакшыртат.
5. Корутунду
Бул макалада киргизилген алюминий эритмесин коробка жүк ташуучу бардык алюминий түзүмүн тышкары, алюминий бал панелдери, алюминий тоголок плиталар, алюминий жээкчелери + алюминий терилери жана темир-алюминий гибрид жүк контейнерлери сыяктуу кутуча жүк ташуучу ар кандай түрлөрү бар. Алар жеңил салмактын, жогорку салыштырма күчтүн жана коррозияга жакшы туруктуулуктун артыкчылыктарына ээ жана коррозиядан коргоо үчүн электрофоретикалык боёкту талап кылбайт, электрофоретикалык боёктун айлана-чөйрөгө тийгизген таасирин азайтат. Алюминий эритмесин жүк ташуучу жүк ташуучу унаа ашыкча салмак, кулактандырууларды аткарбоо жана салттуу темирден жасалган жүк бөлүмдөрүнүн ченемдик тобокелдиктерин түп тамырынан бери чечет.
Экструзия алюминий эритмелери үчүн маанилүү кайра иштетүү ыкмасы болуп саналат, ал эми алюминий профилдер мыкты механикалык касиеттерге ээ, ошондуктан компоненттеринин кесилишинин катуулугу салыштырмалуу жогору. Өзгөрмө кесилишинен улам алюминий эритмелери бир нече компоненттик функцияларды айкалыштырууга жетишип, аны автоунааны жеңилдетүү үчүн жакшы материалга айландырат. Бирок, алюминий эритмелерин кеңири колдонуу алюминий эритмесин жүк отсектерин долбоорлоо жөндөмүнүн жетишсиздиги, калыптандыруу жана ширетүү маселелери, ошондой эле жаңы өнүмдөрдү иштеп чыгуу жана жылдыруу үчүн жогорку чыгымдар сыяктуу кыйынчылыктарга дуушар болот. Негизги себеби, алюминий эритмесинин кайра иштетүү экологиясы жетилгенге чейин болоттон кымбат турат.
Жыйынтыктап айтканда, автомобилдерде алюминий эритмелерин колдонуу чөйрөсү кеңейет жана аларды колдонуу өсө берет. Алюминий эритмесинин касиеттерин тереңирээк түшүнүү жана алюминий эритмесин колдонуу көйгөйлөрүн натыйжалуу чечүү жолдору менен энергияны үнөмдөө, эмиссияны азайтуу жана жаңы энергетикалык унаа өнөр жайын өнүктүрүүнүн учурдагы тенденцияларында, алюминий экструзия материалдары автомобиль жеңилдигинде кеңири колдонулат.
MAT Алюминийден Май Цзян тарабынан редакцияланган
Посттун убактысы: 2024-жылдын 12-январына чейин



